Uno dei metodi di lavorazione del metallo comunemente usati: perforazione, lavorazione in lotti di parti metalliche
Jun 03, 2020
Lasciate un messaggio
1. Definizione di perforazione
Nome cinese: perforazione
Nome inglese: perforazione
Altri nomi: perforazione
Definizione: l'utensile di foratura si sposta rispetto al pezzo ed esegue un movimento di avanzamento assiale e un metodo di lavorazione dei fori nel pezzo.
La perforazione è uno dei metodi di elaborazione del foro più basilari. La perforazione viene spesso eseguita su trapani e torni, ma anche su alesatrici e fresatrici. Le perforatrici comunemente utilizzate includono trapani da banco, trapani verticali e trapani radiali.
In secondo luogo, le caratteristiche della perforazione:
Rispetto alla rotazione del cerchio esterno, è molto più difficile per la punta da trapano lavorare localmente sulla superficie lavorata, causando quindi alcuni problemi speciali. Ad esempio, la rigidità e la resistenza della punta del trapano, il mantenimento del truciolo e l'evacuazione del truciolo, la guida e il raffreddamento e l'umidità, lo scorrimento, ecc., Possono essere riassunti come segue:
1. I bit sono facili da deviare
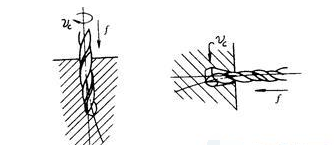
Deviazione: si riferisce all'allargamento del diametro del foro causato dalla flessione della punta del trapano durante la lavorazione, il foro non è rotondo o l'asse del foro è inclinato, ecc., Vedere la Figura 2-6.
Motivo: a causa del centraggio impreciso della punta del trapano, la rigidità e l'effetto guida della punta del trapano sono scarsi e la punta del trapano è facile da deviare e piegare durante il taglio.
2. Difficile evacuare i trucioli
La dimensione del chip del foro è più ampia e la dimensione della fessura del chip è limitata. Quando fuoriesce, si sfrega violentemente contro la parete del foro e il foro è costretto a rotolare a forma di spirale. Il truciolo e la parete del foro causeranno un maggiore attrito, spremere, irruvidire e graffiare la superficie lavorata, riducendo la qualità della superficie. I chip possono persino bloccarsi nella tasca del chip, incepparsi o rompere la punta del trapano e lo strumento si consuma rapidamente.
Al fine di migliorare le condizioni di evacuazione del truciolo, la scanalatura di separazione del truciolo può essere rettificata sulla punta del trapano e il truciolo largo può essere diviso in strisce strette per facilitare l'evacuazione del truciolo. Quando si eseguono fori profondi, per la lavorazione è necessario utilizzare una perforazione adeguata.
3. Alta temperatura di taglio
Poiché la perforazione è un taglio di tipo semichiuso, il tagliente principale presenta un angolo di spoglia negativo elevato vicino al nucleo e al bordo trasversale. Il calore generato durante la perforazione viene assorbito dal pezzo e un gran numero di trucioli ad alta temperatura non possono essere scaricati in tempo, il fluido da taglio è difficile da iniettare nell'area di taglio e il calore da taglio non è facilmente dissipabile. L'attrito tra trucioli, utensile e pezzo è molto elevato, quindi la temperatura di taglio è elevata, l'usura dell'utensile è elevata e la quantità di foratura e produttività sono limitate.
4. Bassa precisione
La precisione di perforazione è bassa, la superficie è ruvida, l'accuratezza generale della lavorazione è inferiore a IT 10, il valore Ra della rugosità superficiale è maggiore di 12. 5 mm e l'efficienza di produzione è anche basso. Pertanto, la perforazione viene utilizzata principalmente per le procedure di sgrossatura o pre-lavorazione.
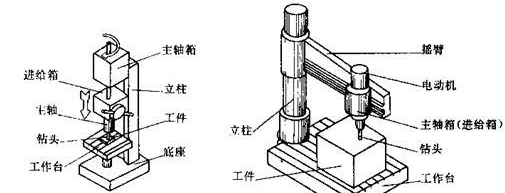
Immagine: diagramma della struttura della perforatrice verticale e della perforatrice a bilanciere
3. Applicazione della perforazione
Nella produzione di pezzi singoli e piccoli lotti, piccoli fori (D< 13="" mm)="" su="" pezzi="" di="" piccole="" e="" medie="" dimensioni="" vengono="" solitamente="" elaborati="" da="" trapani="" da="" banco="" e="" fori="" più="" grandi="">< 50="" mm)="" vengono="" normalmente="" elaborati="" da="" trapani="">
I fori sui pezzi di grandi e medie dimensioni devono essere elaborati con una perforatrice a bilanciere e i fori sui pezzi del corpo rotante devono essere lavorati su un tornio.
Nei lotti e nella produzione di massa, al fine di garantire l'accuratezza della lavorazione, aumentare l'efficienza della produzione e ridurre i costi di lavorazione, le matrici, i trapani multiasse o le macchine utensili combinate sono ampiamente utilizzate per la lavorazione dei fori.
Per fori di diametro medio e piccolo (D< 50="" mm)="" con="" elevata="" precisione="" e="" rugosità="" ridotta,="" è="" spesso="" necessario="" utilizzare="" l'espansione="" e="" l'alesatura="" per="" semifinitura="" e="" finitura="" dopo="" la="">